
水處理公司")
化工行業廢水處理應用近零排放系統的優勢
隨著環保法規的日益嚴格和可持續發展的要求,化工行業的廢水處理已成為一個重要的課題。傳統的廢水處理方法往往難以達到零排放的標準,而采用近零排放系統可以實現高效的廢水處理和資源回收,確保化工廢水實現近零排放。本文將詳細介紹近零排放系統的優勢及其在化工廢水處理中的應用。
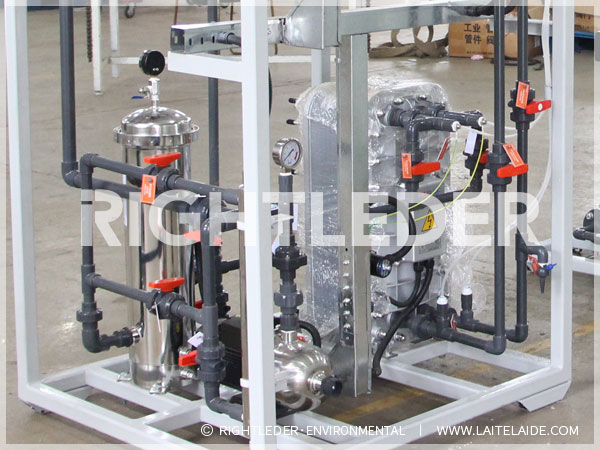
近零排放系統采用Neterfo極限分離與MVR蒸發系統相結合的工藝,其中Neterfo極限分離系統是一種高效的膜分離技術,通過選擇性透過膜對廢水中的不同組分進行分離。MVR蒸發技術是一種高效的蒸發濃縮技術,通過機械蒸汽再壓縮技術實現能量的循環利用。近零排放系統具有以下特點:
高分離效率:能夠有效去除廢水中的有機物、高價金屬離子和其他雜質。
抗污染性強:采用特殊的膜材料和設計,減少了膜污染的風險。
運行穩定:系統設計合理,能夠在各種工況下穩定運行。
維護成本低:膜組件易于清洗和更換,降低了長期維護成本。

近零排放系統應用優勢
水質達標:經過處理后的出水水質達到了國家排放標準,甚至可以作為工業用水回用。
資源回收:濃縮后的廢水通過結晶和固液分離技術,回收了大量的有價值固體物質,實現了資源的有效利用。
節能降耗:MVR蒸發技術的應用使得廢水處理過程中的能耗大幅降低,每年節約能源成本約30%。
環保效益:廢水實現了零排放,減輕了對環境的影響,符合企業的可持續發展戰略。
近零排放系統為化工廢水處理提供了一種高效、節能且環保的解決方案。通過這種工藝,不僅可以實現廢水的近零排放,還能實現資源的有效回收和利用,為企業帶來了顯著的經濟效益和環保效益。隨著技術的不斷進步,這種工藝將在更多的化工企業和行業中得到廣泛應用,推動整個行業的可持續發展。
轉載時請注明文章來源“萊特萊德”,否則視為侵權,感謝配合。
編輯:虞美人 技術:木子



公司新聞new
- 超純水設備提升硅晶圓生產效率 實現半導體產業飛躍
- 植物多肽提取設備解鎖植物寶藏的神奇之匙
- 探究膜分離工藝在中藥口服液生產中的卓越貢獻
- 廢水零排放系統為化工行業發展注入新的動力
- 植物提取設備成為高效提取茶多酚的創新之路
- 超純水技術創新 助力汽車芯片產業未來發展
- 鋰電池生產與超純水之間密不可分的關聯
- 海水淡化設備為海上長期作業人員提供的“生命源泉”
- 超純水設備為光伏電池的高品質生產保駕護航
- 中水回用設備驅動印染行業水資源高效利用的新引擎
工程業績new
- 山東某精細化工廠高濃度有機廢水處理項目
- 高效除鐵錳過濾系統在海水淡化項目中的應用
- Aproclean系列智能高效過濾系統優勢介紹
- 某海島集裝箱海水淡化設備項目
- 內蒙古某火力電廠廢水近零排放項目
- 大連某印染公司中水回用項目
- 500m3/h中水回用及部分零排放系統
- 山西某燃煤電廠中水回用項目
- 青島某電廠安裝集裝箱海水淡化系統現場
- 河南某化纖廠中水回用采購項目
 關于我們
關于我們 工程業績
工程業績 獲取方案
獲取方案 電話咨詢
電話咨詢 